- المنتجات المعدنية منتجات الألومنيوم منتجات النحاس المنتجات المطلية بالمعادن المنتجات الفولاذية المقاومة للصدأ منتجات الفولاذ الكربوني خلط المعادن الخاص
- المشاريع لوحة الحواجز الفولاذية رف الخزانة الهياكل الفولاذية الجسر الفولاذي السقالة المواد الإنشائية المواد الخام الكيميائية One Stop Solutions for Projects
- الحاويات الحاويات القياسية لـ ISO الحاويات للمعدات الحاويات للتخزين والنقل دار الحاويات الحاويات المثلجة الحاويات القريبة السواحل
- الماكينات آلة تشكيل المعادن الآلات الأخرى آلة قطع المعادن آلة تصنيع المعادن آلة التعويج آلة تصنيع البلاط
- منتجات الماكينات صناعة السيارات المنوعات معدات الإرساء معدات السفينة أناء الضغط
- النظام الكهرباء والميكانيكي الكابل الكهربائي الأوتوماتيكي التنسيق الكهربائي نظام طاقة الشمس نظام حماية أمن الكهرباء آلة التحويل خط الأنتاج نظام الإضاءة
- المعدات الطبية منتجات الإطعام منتجات أنبوب إدخال القصبة الهوائية منتجات الرعاية المنتجات البلاسبيكية
- epc مشاريع
- آلات البناء
- خط أنابيب النفط
- خط أنابيب المياه
- انبوب الغاز
- مستلزمات السفن والرباط
- المعادن للزخرفة/ للديكور
- مكونات المحولات
- أنابيب التبادل الحراري
- قطع غيار تكييف الهواء ومستلزماته
- سخان مياه
- أدوات المطبخ و الحمام
- المعادن للأجهزة المنزلية
- أجهزة الطاقة الشمسية
- المصعد الكهربائي
- الأسطح والأسقف
- الكابلات
- الخزانات
- التعبئة والتغليف
- قطع غيار الآلات والمعدات ومستلزماته
- القوالب
- قطع غيار السيارات
- السكك الحديدية و رافعات السكك الحديدية
- تركيب الأجهزة
- الكاشطة
- معدات بناء الطرق
- المكونات الإلكترونية
- اعمال البناء ومواد الديكور
- الأبواب والنوافذ
- الثلاجات
إنكونيل X750







INCONELX-750, GH4145, N07750, NCF750B, 2.4669:درجة
السطح: وفقا لطلبك
Grade: INCONELX-750, GH4145, N07750, NCF750B, 2.4669
Surface: According to your request
:تخصيص
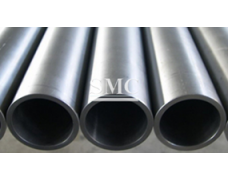
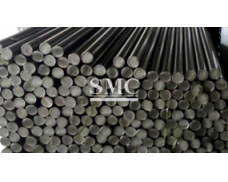
إنكونيل X-750 سبيكة هي أساسا γ '[Ni3 (Al;Ti;Nb)]، مرحلة الشيخوخة تعزيز النيكل قاعدة سوبيرالوي، أقل من 980 ℃ مع مقاومة جيدة للتآكل ومقاومة الأكسدة أقل من 800 ℃ لديها قوة أعلى من 540 ℃ لديها مقاومة جيدة إلى خصائص الاسترخاء، ولكن أيضا لديه قابلية جيدة وقابلية اللحام. وتستخدم طائرة سبيكة أساسا في صناعة محركات الطائرات، والعمل في 800 ℃ التالية وتتطلب قوة أعلى مقاومة للتآكل عضو الحلقي، والأجزاء الهيكلية والمسامير وأجزاء أخرى، في 540 ℃ التالية تعمل مع المقاومة المتوسطة أو منخفضة للتأكيد والاسترخاء من متطلبات الينابيع والينابيع الملفوف. ويمكن أيضا أن تستخدم في تصنيع شفرات توربينات الغاز وأجزاء التوربينات الأخرى. يمكننا توريد أصناف من ورقة، الشريط، شريط، المطروقات، عصابة عضو، الأسلاك والأنابيب.
SMC :اسم العلامة التجارية
إنكونيلك-750، GH4145، N07750، NCF750B، 2.4669:غريد
السطح: وفقا لطلبك
ضمان: نحن نتحمل جميع مشاكل جودة المنتج
الشكل: تزوير
ASTM ASME:معيار
ISO 9001 2008:شهادة
اللون: النيكل الطبيعة
التعبئة: الشحن البحري حزمة حالة خشبية مشتركة / يمكن أيضا أن تكون مخصصة
L / C،T /T: الدفع
التسليم: عادة عينة مهلة 7 أيام بعد تأكيد الدفع.
Specification:
Inconel X-750 alloy are mainly γ '[Ni3 (Al, Ti, Nb)] aging phase strengthened nickel-base superalloy, below 980 ℃ with good resistance to corrosion and oxidation resistance below 800 ℃ has higher strength below 540 ℃ has good resistance to relaxation properties, but also has good formability and weldability. The plane of the alloy is mainly used in the manufacture of aircraft engines, work in the following 800 ℃ and require higher strength corrosion-resistant annular member, structural parts and bolts and other parts, in the following 540 ℃ working with medium or low resistance to stress and relaxation of requirements springs and coil springs. It can also be used in the manufacture of gas turbine blades and other turbine parts. We can supply varieties of sheet, strip, bar, forgings, ring member, wire and tubing.Brand Name: SMC
Grade: INCONELX-750, GH4145, N07750, NCF750B, 2.4669
Surface: According to your request
Guarantee: We bear all the problems of product quality
Shape: Forging
Standard: ASTM ASME
Certification: ISO 9001:2008
Color: Nickel Nature
Packing: Common sea freight wooden case package/ Also can be customized
Payment: L/C,T/T
Delivery: Usually sample lead time is 7 days after payment has been confirmed.
1. Chemical composition

2. Physical properties

1. حرف
سبيكة X750 هو سبيكة الكروم سبيكة الكروم. لديها تآكل جيدة ومقاومة الأكسدة وقوة عالية في درجات حرارة تصل إلى 700 OC. كما أن لديها خصائص جيدة وصولا إلى درجات الحرارة المبردة. أداء المقاومة للتآكل مشابه ل ألوي 600.
2. التطبيق
محركات التوربينات الغازية
محركات الصواريخ
معدات المعالجة الحرارية
المفاعلات النووية
الأوعية الضغط وهياكل الطائرات
1. Character
Alloy X750 is an age-hardenable Alloy-chromium alloy. It has good corrosion and oxidation resistance and high strength at temperatures up to 700 OC. It also has good properties down to cryogenic temperatures. Its corrosion resistance performance is similar to Alloy 600.
2. Application
Gas turbine engines
Rocket motors
Heat treating fixtures
Nuclear reactors
Pressure vessels and airframes


3. التدفئة والتخليل
التدفئة: لتجنب تكسير الحرارية، لا ينصح التدفئة المترجمة. وينبغي تسخين الجزء بأكمله إلى درجة حرارة العمل الساخنة. سبيكة X-750 يجب تبريد الهواء بعد التسخين. لا يوصى بالتبريد السائل، خاصة بالنسبة للأقسام الكبيرة أو الأجزاء المعقدة لأنها يمكن أن تضع الضغوط التي قد تتسبب في تكسير حراري أثناء التسخين اللاحق. قد تتطلب أقسام كبيرة جدا تبريد الفرن. وقد تم تحديد العلاجات الحرارية الأكثر استخداما للسبائك X-750 في القسم الخاص بالخصائص الميكانيكية. عند تسخينها في درجات حرارة متوسطة (في نطاق حوالي 900 درجة إلى 1600 درجة فهرنهايت)، يتم تقوية سبيكة إنكونيل X-750، مثل غيرها من السبائك القابلة للتكسير، بدلا من تخفيفها. إذا وضعت صلب أو حل معالج سبيكة X-750 في الخدمة في هذا النطاق درجة الحرارة (على الرغم من أن هذا لا يتم عادة)، سبيكة سوف تتصلب والتعاقد قليلا. وبالإضافة إلى ذلك، يتم تقليل ليونة إذا تعرضت سبيكة X-750 في هذا النطاق تحت الضغط. وتعطى الجداول الأمثل لهطول الأمطار تصلب في القسم الخاص بالخصائص الميكانيكية. اعتمادا على الاستخدام النهائي، يمكن أن تكون المواد المعالجة بالهطول في حل المعالجة، صلب، الساخنة-- عملت، أو الباردة-- عملت الشرط. للخدمة أدناه حوالي 1100 درجة فهرنهايت، في بعض الحالات يتم الحصول على قوة أعلى من خلال الجمع بين بعض العمل الباردة مع معالجة هطول الأمطار. يتم مناقشة العلاجات الحرارية المستخدمة جنبا إلى جنب مع سبيكة لحام X-750 في وقت لاحق تحت عنوان "الانضمام".
4. التخليل
المعالجة بالحرارة إنكونيل سبيكة X-750، مثل سبائك النيكل الكروم بشكل عام، وتشكيل أفلام أكسيد حتى عندما تسخينها وتبريدها في الأجواء التي تبقي أنواع أخرى من سبائك مشرق. (يمكن أن يكون مشرق-صلب فقط في الهيدروجين الجاف جدا أو الأرجون، أو في فراغ). أوكسيد أو مقياس هو بالتالي حالة سطح المعتاد للتخليل. ينصح بشدة المعالجة في حمام الملح تنصهر لإزالة الأكثر فعالية من الحجم. ومع ذلك، يمكن استخدام حمام تخليل حمض النيتريك الهيدروفلوريك مباشرة لإزالة بعض أنواع المقياس. إنكونيل سبيكة X-750 يخضع لهجوم بين الحبيبات في هذا الحل، وخاصة إذا كانت سبيكة في حالة تصلب هطول الأمطار. وينبغي الحفاظ على الوقت في الحمام إلى أدنى حد ممكن. درجة حرارة الحمام أمر بالغ الأهمية؛ يجب ألا تتجاوز درجة الحرارة القصوى 125 درجة فهرنهايت. يجب أن يتم تهوية خزان التخليل بشكل صحيح لأن الأبخرة سامة. للاطلاع على إجراءات التخليل المناسبة، يرجى الرجوع إلى منشور "التصنيع" المذكور أعلاه. مقياس يمكن إزالتها ميكانيكيا بنجاح عن طريق برميل تراجع، غرامة الحصى وبخار التفجير.
5. تصنيع
إنكونيل سبيكة X-750 هو ملفقة بسهولة من قبل العمليات المشتركة في الصناعة. يجب اختيار الإجراءات والأدوات التي من شأنها أن تكون مناسبة لقوتها عالية ومميزة معدلات تصلب سلالة.
تشكيل ساخن: معدات قوية بما فيه الكفاية مهم عندما سبائك الساخنة تشكيل X-750 بسبب مقاومته للتشوه. نطاق درجة الحرارة الموصى بها للعمل الساخن سبيكة X-750 هو 1800 ° -2200 درجة فهرنهايت. وينبغي أن يتم كل العمل الساخن الثقيلة فوق 1900 درجة فهرنهايت. يمكن الانتهاء من المطروقات مع بعض
3. Heating and Pickling
Heating: To avoid thermal cracking, localized heating is not recommended. The entire part should be heated to the hot-working temperature. Alloy X-750 should be air-cooled after heating. Liquid quenching is not recommended, particularly for large sections or complex parts because it can set up stresses that may cause thermal cracking during subsequent heating. Very large sections may require furnace cooling. The heat treatments most often used for alloy X-750 have been identified in the section on Mechanical Properties. When heated at intermediate temperatures (in the range of about 900° to 1600°F), INCONEL alloy X-750, like other precipitation-hardenable alloys, is hardened rather than softened. If annealed or solution-treated alloy X-750 is placed in service in this temperature range (although this is not usually done), the alloy will harden and contract slightly. In addition, ductility is lowered if alloy X-750 is exposed in this range under stress. Optimum schedules for precipitation hardening are given in the section on Mechanical Properties. Depending on end use, material can be precipitation-treated in the solution-treated, annealed, hot-worked, or cold-worked condition. For service below about 1100°F, in some cases higher strength is obtained by combining some cold work with precipitation treating. Heat treatments used in conjunction with welding alloy X-750 are discussed later under “Joining”.
4. Pickling
Heat-treated INCONEL alloy X-750, like nickelchromium alloys in general, forms oxide films even when heated and cooled in atmospheres that keep other types of alloys bright. (It can be bright-annealed only in very dry hydrogen or argon, or in a vacuum.) Oxide or scale is therefore the usual surface condition for pickling. Pretreatment in a fused salt bath is strongly recommended for most effective removal of scale. A nitric-hydrofluoric acid pickling bath, however, can be employed directly for removal of some types of scale. INCONEL alloy X-750 is subject to intergranular attack in this solution, particularly if the alloy is in the precipitation-hardened condition. Time in bath should be kept to a minimum. Bath temperature is critical; maximum temperature should not exceed 125°F. The pickling tank must be properly ventilated because the fumes are toxic. For appropriate pickling procedures refer to the “Fabricating” publication mentioned above. Scale can be successfully mechanically removed by barrel tumbling, fine-grit and vapor blasting.
5. Fabricating
INCONEL alloy X-750 is readily fabricated by processes common to industry. Procedures and tools must be selected that will be appropriate for its high strength and characteristic strain-hardening rates.
Hot Forming: Sufficiently powerful equipment is important when hot-forming alloy X-750 because of its resistance to deformation. The recommended temperature range for hot working alloy X-750 is 1800°-2200°F range. All heavy hot working should be done above 1900°F. Forgings can be finished with some light reduction in the 1800°-1900°F range. Below 1800°F the metal is stiff and hard to move, and attempts to work it may cause splitting. Steam hammers are well suited for working INCONEL alloy X-750 since the work can be handled rapidly with a minimum of chilling. When the alloy is forged on presses, the metal is in contact with the dies or blocks for a relatively long time, and the surface layers may be chilled to temperatures below the correct hot-working range. The work should be reheated as often as may be needed to maintain uniform temperature throughout the piece and to avoid rupture arising from localized chilling. Approximately 20% final reduction should be done below 2000°F to ensure meeting the requirements of AMS 5667, 5670, 5671, and 5747.
Cold Forming: INCONEL alloy X-750 is successfully cold-formed by a variety of processes. To guard against rupturing, care must be taken to incorporate sufficient anneals when a forming operation consists of successive reductions.
6. Machining
INCONEL alloy X-750 is machined at practical and economical rates. Because of precipitation-hardened alloy X-750’s high strength and hardness, rough machining is usually done before precipitation hardening. Finish machining then follows precipitation treating. Precipitation hardening relieves machining stresses; therefore, allowance must be made for possible warpage. A slight permanent contraction takes place during precipitation treating, but precipitation treated material has good dimensional stability. Accurate dimensions and a good finish will result from following these practices.
7. Joining
Welding processes recommended for alloy X-750 are gastungsten-arc, plasma-arc, electron-beam, resistance, and pressure-oxyacetylene welding. In welding INCONEL alloy X-750 by the gas-tungstenarc process, INCONEL Filler Metal 718 is used. Joint efficiencies are nearly 100% at room temperature and 80% at 1300°-1500°F, based on the results of stress-rupture tests.
Alloy X-750 should be in the annealed or solutiontreated condition prior to welding. It is possible to weld it when it is in the precipitation-treated condition, but neither the weld or the heat-affected zone should be subsequently precipitation-treated or exposed to service temperatures within the precipitation-hardening temperature range because of the danger of parent-metal cracking. If alloy X- 750 has been precipitation-hardened and then welded and is expected to be exposed to precipitation-treating temperatures during service, the weldment should be annealed or solution-treated and re-precipitation-treated. In all cases, care must be taken during assembling and welding to minimize high stresses. Alloy X-750 weldments should be solution-treated prior to precipitation treating. Rate of heating of the weldment up to temperature must be fast and uniform to keep to a minimum time of exposure to temperatures in the precipitation-hardening range. The most practical means of obtaining the rapid heating rate is to charge the fabricated part to a preheated furnace. Sometimes preweld heat treatments will be beneficial – in cases where material to be welded is in restraint or if the weldment is complex, and especially if the assembly is too complicated for carrying out a postweld anneal. Two preweld treatments that have been proved effective are: 1. 1550°F/16 hr, A.C. 2. 1950°F/1hr, F.C. at a rate of 25°-100°F/hr to 1200°F, A.C. Repair welding of parts that have been in service should be followed by solution treating (heating rapidly through the precipitation-hardening range) and re-precipitation treating. Interbead or interlayer cleaning must be provided to remove the oxide films that form during welding. (Complete protection of the weld metal by gas-shielded processes is difficult to achieve.) If these films are not removed periodically, they can become sufficiently heavy to interfere with proper fusion and reduce joint strength. Power wire brushing serves only to polish the oxide surface; the weld bead must be abrasive-blasted or -ground. Frequency of cleaning depends on how much oxide has accumulated. All grit must be removed before welding is resumed. INCONEL alloy X-750 may be brazed by conventional procedures using many of the commercial brazing alloys. Precipitation treating, if desired, must take place after brazing; therefore, an alloy should be selected that melts above precipitation-treating temperatures. Nickel-base brazing alloys are particularly useful with alloy X-750. Alloy X-750 is readily joined by spot, projection, seam, and flash resistance welding processes. Equipment must be of adequate capacity. In general, alloy X-750 is resistance welded in the annealed or solution-treated condition.
هنا
ل
السعر
سوف نتصل بك في غضون 8 ساعات